How to Use UV Cure in Place Technology to Improve Production of Oil Shaft Seals
“Hernon was approached by a tier 1 automotive component manufacturer to replace the process of using a solvent based sealant to seal the joint between oil shaft seals and housing. The goals of the project included removing solvents from the process, reducing the mess associated with the current process, reducing health risks to employees and speeding up the application process.” – Bob Sollien, Hernon® Southeast US Sales Manager
UV Form-On-Gasket (FOG) is a Cure-in-Place (CIP) sealant technology developed by Hernon Manufacturing, Inc.® This technology has been created to replace an inferior sealing process for automotive oil shaft seals or rotary seals but potentially applies to a variety of different components. Oil shaft seals surround a rotary shaft that enters or exits a crank case or transmission in automotive gas-powered engines. While contact with the shaft is secured using a rubber gasket, the exterior of the seal, where it meets the housing, was originally sealed using a solvent based sealant. The application process of this solvent based sealant resulted in significant solvent evaporation, representing 40-50% of the material mass. The sealant coloring agent also evaporated with the solvent and landed on air vent surfaces changing their color and creating a visible reminder of health and air quality concerns. The solvent usage problem became so significant that the customer’s plant started receiving daily fines from the EPA, so they needed a solution right away.

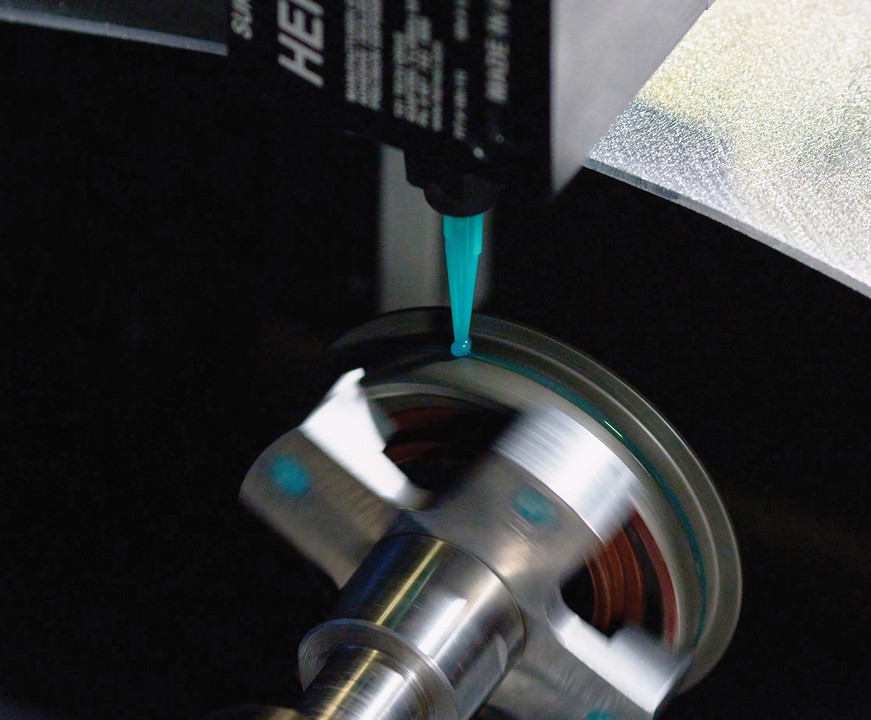
Oil shaft seals are picked up via robotic magnet in preparation to dispense UV FOG sealant. The magnetic spindle arm will rotate the seal under a dispensing tip to assist the formation of a smooth, complete liquid gasket bead around the exterior of the seal.
Hernon® developed the UV FOG process as an answer. The first part of the development process was to create a sealant capable of replacing the customer’s current solvent based sealant. Hernon’s full service laboratory designed UV FOG formulas with a mix of several different photo-initiators to capture a large spectrum of UV light and promote thorough curing. Viscosity had to be tightly controlled to ensure that the sealant would not drip or run during dispensing while still forming a smooth, consistent bead. The sealant also needed to meet stringent compatibility standards with oil, transmission fluid and other liquids from combustion engines tested at operational heat levels.
The formula was tested in Hernon’s in-house laboratory in conjunction with Hernon’s in-house machine shop. The tests checked both physical and chemical properties against customer requirements and for compatibility with dispensing systems, including the possible motions and materials that would be employed during dispensing. Once all specifications were met, samples of the final formula were sent to the customer for further on-site evaluation.
The UV FOG sealant is designed to work in concert with carefully calibrated UV LED curing lights built by Hernon® and set to an optimal wavelength for triggering the embedded photo-initiators in the sealant that start the cross-linking process. One of the key capabilities of the sealant that make it right for this specific process is that it can be cured to a desired tackiness by adjusting the time and intensity of UV exposure. If you were to touch the finished sealant bead, you would feel the bead is soft and slightly sticky. This allows the bead to adjust its form to precisely fill the gap between gasket and housing.

Dispensing: UV FOG sealant is dispensed as a liquid in a smooth, precise bead. The magnetic spindle arm rotates the oil shaft seal allowing a stationary dispensing tip to complete a bead around the exterior of the seal.
The dispensing and curing system for UV FOG application was also developed by Hernon Manufacturing as part of their Total Solutions approach. The path of components through the UV FOG machine starts with a parts conveyor where intelligent sensors track part locations and communicate to robotic arms when parts are ready to enter active stages. Steel components are picked up with permanent magnets, reducing task complexity when compared to pneumatic designs or electromagnets and keeping energy usage to a minimum. The seals are first moved to the dispensing station where the robotic spindle arm rotates the seal under Hernon’s proprietary SureShot® 3000 valve. The valve dispenses sealant onto the spinning seal creating a controlled bead.

Curing: A bead of UV FOG is cured in place using Hernon's lens focused UV LED curing lights. Multiple photo-initiators withing the formula are triggered by specific ranges of the UV spectrum to begin the cross-linking process. The end result is a gasket bead that matches the component precisely.
Once the bead is in place, parts are moved to a UV station and inserted into a housing where four high intensity UV LED lights cure the bead for specified exposure times. Then, the final stage is a laser inspection stage where the location and width of the bead is checked, and the bead is confirmed to be un-interrupted. This laser inspection stage also includes a pass/fail station. If the part fails to meet any of the metrics during laser inspection, it is dropped into a bad-part bin. If it passes inspection, the part is handed off to be placed on a conveyor out of the UV FOG machine. When oil shaft seals come off the UV FOG machine, they can be instantly used in the manufacturing process. Parts are processed at speeds of 12-15 parts per minute, depending on the size of the seal. The larger the size, the longer dispensing and curing times are needed.
“This machine is a great example of Hernon’s Total Solutions approach.” Says Sollien, “It is the perfect marriage of chemistry and robotics in a single project.”
With no solvents used in the UV FOG Sealant, the customer concerns about solvent and coloring agent evaporation contaminating the air were addressed completely. The mess became a thing of the past and with the e purchase of a few machines, the customer was able to increase production in a sustainable way.

Laser-inspection: A cured bead of UV FOG material is laser inspected against pass/fail metrics. The exact location of the bead, it’s width, height and whether it is continuous or intermittent are all checked against specified parameters to ensure every single part meets quality assurance standards.
Inquiries about the UV FOG process can be submitted at Hernon.com, emailed to sales@hernon.com or placed via phone at (800) 527-0004.
Please share your experience with cure-in-place (CIP) sealants. Does your company use cure in place methods? Where are CIP sealants working well and what are the challenges with this technology? Write a comment below.
#howto #casestudies #sealing #sealants #curing #continuousprocess
Marketing Manager at C.R. Onsrud
5yHas anyone been able to replace preformed gaskets using cure-in-place sealants? How has this technology impacted your manufacturing process?